
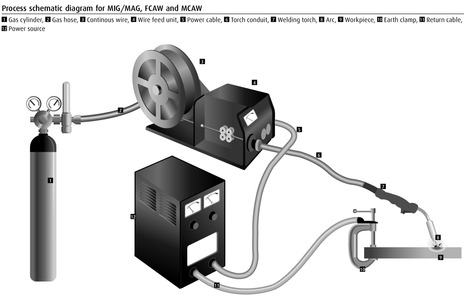
Here the arc is struck between a continuously fed consumable filler wire and the workpiece, melting both the filler wire and the workpiece in the immediate vicinity.
The entire arc area is covered by a shielding gas, which protects the molten weld pool from the atmosphere.
MCAW is a variant of the MIG/MAG welding process. Although there are many common features between the two processes, there are also several fundamental differences, most notably the fact that MCAW operates over a wider range of shielding gases and offers more flexibility with alloy compositions than solid wire MIG.
There are two common MCAW operating modes:
Dip transfer mode, where relatively low current and arc voltage settings cause the electrode intermittently to short-circuit with the weld pool at a controlled frequency
Spray transfer mode, where metal is projected by an electromagnetic force from the wire tip in the form of a continuous stream of discrete droplets approximately the same size as the wire diameter.
MCAW is applied mainly to welding carbon, carbon-manganese and alloy steels, but may also be used for welding some stainless steel grades. Like MIG welding, success hinges on selection of the right consumables, power source, polarity on the power source, shielding gas and application technique.
Boosting your Productivity
We deliver a range of tried-and-tested MCAW welding gases under our CORGON®,CRONIGON®,VARIGON® and FORMIER® families. These mixes have been designed to bring you the full benefits and added flexibility of MCAW welding. These include a good weld profile, good fusion, alloying additions from the core, and good arc stability. Our application experts can also advise you on the mixture and operating mode best suited to your needs, also supporting you with the equipment and gas management services you need.